包裝生產線技術文章
加拿大Pharmalab公司的產品裝盒包裝生產線概述
內容:
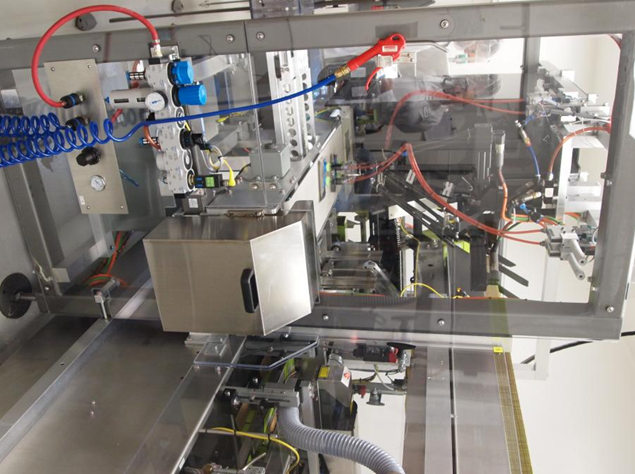
加拿大Pharmalab公司的產品裝盒包裝生產線包括:裝盒機上游工位是臥式成型/充填/封口機,填充和密封袋是由檢重秤檢測后輸送過來。因為包裝袋,是包括鋁箔材質的,所以Pharmalab選擇的X射線視覺系統,而不是用一個金屬探測器掃描包裝袋可能的金屬,塑料或其它異物。合作制造商采用了梅特勒 - 托利多X光機掃描袋。
從X光機出來后,包裝袋被輸送到兩條輸送線,送到裝盒工位。康耐視的In-Sight Micro視覺攝像頭捕捉眼確認袋的方向和位置。該信息被傳送到三角型機器人,它挑選了兩個無定向袋,并將它們放到一個預裝漏斗,一旦合適的包裝模式完成,加料漏斗將包裝袋移動到該紙盒的折痕線,折痕線是主要的襟翼和紙盒的前面板之間的接頭。將該加料漏斗移動到該紙盒的折痕線的好處是,它在紙箱裝載過程消除了捕捉點。折疊紙盒通常變化從7磅到10磅。兩種常見的紙箱尺寸測量7×12厘米,12×17厘米。
然后進行溶膠熱密封。往復式給料機架加載紙盒到主拖運輸送機。接下來,在裝盒內集成偉迪捷激光打印機登場了,它打印在紙箱上的日期代碼。根據不同的產品和紙箱中,機器人可能會取放5,7,或10包。
一個開放的皮瓣探測器是用來剔除任何沒有正確密封的紙盒,位于裝盒機剔除氣缸用于剔除任何檢測到的不合格紙盒。

隨后,紙箱都是由碼垛機碼垛和成垛運輸,這在未來的自動化流程中會比較好的結合進去。這里采用的是羅克韋爾自動化公司的Allen Bradley MPL系列伺服電機和L71的ControlLogix PLC控制的裝盒機和Delta 3機器人。
Pharmalab的El阿拉維說,裝盒線運轉速度為10?14箱/分鐘,這取決于要多少袋放入紙箱。 “輸出是由制袋機,它的運行速度為70每分鐘90袋的,”他說。
由于新的AFA裝盒機已安裝并開始運行,今年年初,薩爾瓦多阿拉維說Pharmalab這個工位用人情況已經從九人三班倒,變為總共使用三個人。 “因為我們魁北克地區招聘員工有一段時間很艱難,現在,我們能很輕松的在減員的情況完成生產任務。”
厄爾尼諾阿拉維說,“歸結到一點,車間一定要保持生產運行,以前三個人無法應對90袋每分鐘的速度,但機器人能跟得上。三人以前最快是每分鐘大約55袋。在裝盒機上馬后,我們已經從一分鐘生產7箱到12箱,所以我們我們的生產量增加一倍。”
“以前我們必須提高我們的操作人力,去匹配7*24時的生產效率與人的數量,所以我們無法裁員。并且之前我們用人工來密封紙盒的情況下,沒有密封紙箱襟翼,而是只是應用一個防偽印章蓋在紙盒上,以確保該產品被封。現在,在安全方面,它為我們的客戶提供更好的產品。“
產品的生產日期以及限用升級打印在包裝袋和包裝盒上面,以及打印在包裝上面的條形碼可以幫助Pharmalab進行產品信息的追蹤溯源。因此,整條包裝生產線的建立可以更好地建立產品的安全體系,保護消費者的飲食健康。Pharmalab的裝盒設備正在重新振興的合同制造商的包裝生產線。
更多產品資訊:http://www.xclive.cn
轉載原創文章請注明:文章轉載自:沈陽華聯機械
本文地址:http://www.xclive.cn/_d274132759.htm
- 上一篇:預拉伸纏繞機和阻拉伸纏繞機的區別
- 下一篇:自動化包裝系統:毛巾檢驗和包裝系統